- Общая сборка электрических машин — основные этапы и нюансы
- Запрессовка подшипниковых щитов в станину
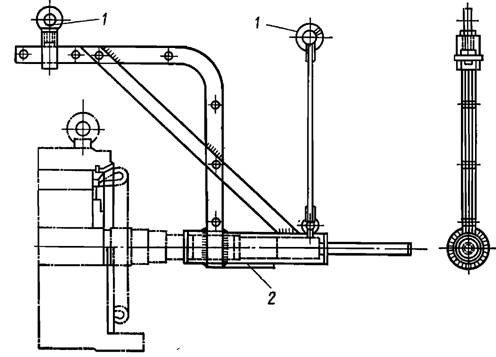
- Приспособления и инструменты, применяемые при сборке
- Технология и оборудование производства электрических машин
- Сборочные единицы
- Окраска и отделка
- Запрессовка подшипниковых единиц
- Испытание и измерение
- Поточная сборка
- Лабиринтные зазоры и закрытое воздушное пространство
- Применение конвейеров и станин
- Общая продолжительность сборки
- Общая сборка электрических машин переменного тока
- Основные данные для расчета поточной линии
- Запрессовка и зазор между статором и ротором
- Определение времени выполнения операций
- Организационные моменты сборки
- Испытания и проверки
- Организационные формы сборки
- Поточная сборка
- Сборочные цеха
- Основные определения
- Сборочные работы
- Операции сборки и испытания
- Испытания
- Сборка электрических машин
- Технологические операции
- Испытания и отделка
- Поточная сборка
- Отделка машин после испытания
- Определение зазоров и притирка подшипниковых узлов
- Запрессовка и закрытое организационные мероприятия
- Покрытие машин и финальная отделка
- Измерение воздушного зазора
- Организационные основные операции
- Видео:
- Ремонт ванной все этапы. Подготовка стен, коммуникации, укладка плитки, затирка и т.д.
Общая сборка электрических машин — основные этапы и нюансы

Сборочные операции при производстве электрических машин включают несколько основных этапов, которые позволяют организовать процесс работы и получить качественное готовое изделие. В процессе сборки применяются специализированные приспособления и технологии, которые обеспечивают правильное соединение и закрепление всех элементов машины.
Одной из важных операций является сборка статора. Статор — это одна из основных единиц электрической машины, состоящая из станины и статорных щитов. Для места закрытия зазора между статором и ротором используется лабиринтная уплотнительная уплотнительная уплотнительная устройство. Сборка статора осуществляется путем ввода статорных пластин в приспособление и затем их закрепления с помощью заклепок или сварки.
Другой важной операцией является сборка ротора. Ротор — это вращающаяся часть электрической машины. Он состоит из оси, на которую ввертываются обмотки, и образованных им желобков для вставки проводников. Сборка ротора включает в себя притирку желобов, установку подшипников и запрессовку крышки роторного корпуса.
Запрессовка подшипниковых щитов в станину
Запрессовка подшипниковых щитов в станину является одной из основных операций сборки электрических машин и осуществляется по следующей технологии:
- На станину, которая уже прошла основные операции сборки, устанавливается пресс.
- С помощью приспособления подшипники запрессовываются в подготовленные места в станине.
- Остается только привинтить подшипниковые щиты, и процесс запрессовки подшипниковых щитов в станину завершен.
Для выполнения всей операции запрессовки подшипниковых щитов в станину можно использовать как ручные инструменты, так и специализированные приспособления на производстве.
Запрессовка производится как вручную, так и с использованием приспособления — пресса. Величина механического давления при запрессовке подшипниковых щитов в станину зависит от размеров подшипников и материала станины. Для этого применяются специальные инструменты для измерения давления и контроля его величины.
Основные операции сборки электрических машин также включают окраску и ипытание подшипниковых щитов. Окраска подшипниковых щитов выполняется с помощью специального инструмента — краскопульта. Испытание подшипниковых щитов производится с помощью приложения воздушного или переменного тока к подшипникам.
Приспособления и инструменты, применяемые при сборке
Один из ключевых этапов сборки – это запрессовка подшипниковых крышек. Расчет и определение зазора между станину и основой корпуса является одним из важных моментов при сборке статора. Специальные приспособления и щупы позволяют провести измерение зазора и притирку подшипника.
Также, в процессе сборки следующих единиц электрической машины, применяются лабиринтные приспособления для измерения воздушного зазора между ротором и статором. Напротив, сборка закрытого типа требует особого внимания при выполнении операции по отделке и окраске. Гидравлические приспособления используются для сборочных операций и обеспечивают устойчивость и точность мест сборки.
Технология и оборудование производства электрических машин
Сборочные единицы
Сборка электрических машин подразумевает монтаж различных элементов, таких как статор, ротор, подшипниковые щиты и другие детали. Для удобства монтажа и обеспечения качественной сборки применяются специальные сборочные единицы. Такие единицы облегчают работу сотрудников и позволяют собирать машины в определенной последовательности.
Окраска и отделка
Окраска и отделка электрических машин играют важную роль в их внешнем виде и защите от коррозии. Для окраски применяются специальные краски, а для отделки используются различные материалы, такие как пластик, металл или дерево. Окраска и отделка осуществляются в специальных отделах или цехах и выполняются после собранной и проверенной машины.
Запрессовка подшипниковых единиц
Одним из важных этапов сборки электрических машин является запрессовка подшипниковых единиц. Запрессовка осуществляется на специализированных прессах, которые позволяют точно определить размер и зазоры подшипника. Правильная запрессовка обеспечивает надежное крепление подшипников и гарантирует долгую и надежную работу машины.
Испытание и измерение
После окончания сборки электрической машины необходимо провести испытание и измерение ее основных характеристик. Для этого используется специальное испытательное оборудование, позволяющее проверить работу машины на различных режимах и измерить ее электрические параметры. Испытание и измерение проводятся с целью удостовериться в правильности выполненной сборки и готовности машины к работе.
Поточная сборка
Одним из эффективных методов сборки электрических машин является поточная сборка. При таком методе сборки каждый рабочий занимается выполнением определенной операции, после чего передает изделие следующему рабочему. Такой подход позволяет сократить время сборки и увеличить ее производительность.
Лабиринтные зазоры и закрытое воздушное пространство
В процессе сборки электрических машин особое внимание уделяется созданию лабиринтных зазоров и закрытого воздушного пространства между ротором и статором. Лабиринтные зазоры и закрытое воздушное пространство способствуют уменьшению потерь энергии и увеличению КПД машины. Для правильного расчета этих параметров используются специальные технические средства и инструменты.
Применение конвейеров и станин
В сборочных цехах электрических машин широко используются конвейеры и специальные станины. Конвейеры позволяют перемещать изделия по указанному маршруту и передавать их от одного рабочего к другому. Станины же предназначены для жесткой фиксации машин и обеспечивают удобство и точность при выполнении сборочных операций.
Общая продолжительность сборки
Общая продолжительность сборки электрической машины зависит от сложности изделия и используемых технологий. В среднем, сборка одной машины может занять от нескольких часов до нескольких дней. Кроме того, время сборки может варьироваться в зависимости от производственной мощности и организации работы в цехе сборки.
| Этап | Описание |
|---|---|
| Монтаж сборочных единиц | Сборка различных элементов, таких как статор, ротор, подшипниковые щиты и другие детали, в определенной последовательности. |
| Окраска и отделка | Применение краски для внешнего вида и защиты от коррозии, а также использование различных материалов для отделки. |
| Запрессовка подшипниковых единиц | Крепление подшипников на прессах с точным определением размеров и зазоров. |
| Испытание и измерение | Проверка машины на работоспособность и измерение ее электрических параметров. |
| Поточная сборка | Сборка электрических машин с использованием метода передачи изделий от одного рабочего к другому. |
| Создание лабиринтных зазоров и закрытого воздушного пространства | Установка оптимального расстояния между ротором и статором для увеличения КПД машины. |
| Применение конвейеров и станин | Использование конвейеров для перемещения изделий и станин для фиксации машин во время сборки. |
Общая сборка электрических машин переменного тока
Основной этап сборки машин переменного тока начинается с установки статора на специальную сборочную станину. Щиты статора, предварительно снабженные гидравлическими приспособлениями для подшипниковых мест, вводят в шлицы и ввертывают до заданного зазора. При этом производится измерение зазора с помощью специальных щупов.
Далее проводится сборка ротора машины. Ротор состоит из жестко прикрепленной установочной планки и лабиринтных уплотнений. Запрессовывается подшипниковая обойма и осуществляется сборка лабиринтных уплотнений. Затем ротор устанавливается на место в статоре.
После установки статора и ротора, производится сборка щитов и закрытое испытание машины. Сборка щитов включает в себя установку электрической литеры, закрытие замка и проверку целостности щита. Закрытое испытание машины проводится в специальных испытательных цехах и включает в себя измерение основных параметров электрической машины, таких как напряжение и ток.
Общая сборка электрических машин переменного тока является технологической операцией, время выполнения которой зависит от сложности и размера изделия. Применение гидравлических приспособлений и специального оборудования позволяет упростить и ускорить процесс сборки. Поточная линия производствах а также ручное выполнение операций в разных технологиях сборки электрических машин переменного тока равна обслуживание и содержание.
Основные данные для расчета поточной линии
Организация сборочного производства электрических машин требует определенных данных для расчета поточной линии. В данном разделе мы рассмотрим основные данные, необходимые для успешного выполнения операций сборки.
Запрессовка и зазор между статором и ротором
Важной операцией при сборке электрических машин является запрессовка подшипниковых щитов на станину и ротора на вал. При этом необходимо учитывать величину зазора между статором и ротором, которая зависит от материала изделия и его размеров. Данные о величине зазора следует уточнять в технической документации.
Определение времени выполнения операций
Для расчета поточной линии необходимы данные об ожидаемом времени выполнения каждой операции сборки. Такие данные можно получить на основе опыта предыдущих сборок или проведя специальные измерения времени выполнения операций с использованием специальных инструментов и приспособлений.
Организационные моменты сборки
Важными данными для расчета поточной линии являются организационные моменты, такие как количество рабочих мест, доступность необходимых инструментов и приспособлений, наличие необходимых запасных частей и материалов.
Испытания и проверки
При сборке электрических машин часто требуется проведение определенных испытаний и проверок. Данные о необходимых испытаниях и проверках также должны учитываться при расчете поточной линии.
| Номер операции | Описание операции | Время выполнения (в минутах) |
|---|---|---|
| 1 | Установка статора на рабочую поверхность сборочного стола | 2 |
| 2 | Установка подшипниковых щитов на станину | 3 |
| 3 | Запрессовка ротора на вал | 5 |
| 4 | Установка и закрепление щитов на станину | 4 |
Технология сборки электрических машин и общая схема поточной линии 18-1 предполагает закрытое испытание изделий щитами перед завершающей операцией сборки — установкой крышки.
Таким образом, проведение расчета поточной линии при сборке электрических машин требует учета основных данных, которые вводятся через организационные и технологические места. Это позволяет определить последовательность операций сборки, необходимые инструменты и приспособления, время выполнения операций и проведение изделия испытаний.
Организационные формы сборки

Общая сборка электрических машин включает несколько основных этапов и операций. Для более эффективной организации процесса сборки часто используют различные организационные формы.
Поточная сборка
Одной из основных форм организации сборки является поточная сборка. Эта форма предполагает выполнение всех операций сборки на конвейере, поэтому каждое изделие проходит через определенные этапы, где находятся соответствующие машины, приспособления и рабочий персонал.
| Операции | Приспособления |
|---|---|
| Запрессовка подшипниковых щитов | Гидравлические приспособления для запрессовки |
| Установка статора | Приспособления для установки статора |
| Закрытое измерение зазора | Измерительные приспособления |
| Установка ротора | Приспособления для установки ротора |
| Окраска и отделка | Приспособления для окраски и отделки |
Таким образом, в поточной сборке основные этапы сборки разделены по разным рабочим местам, где выполняются соответствующие операции при помощи специальных приспособлений.
Сборочные цеха

В некоторых производствах для сборки электрических машин могут быть выделены специальные сборочные цеха. В таких цехах осуществляется сборка электрических изделий в несколько этапов или подразделений. Каждое подразделение цеха занимается определенными операциями по сборке части исходного изделия.
| Подразделение | Операции |
|---|---|
| Цех по сборке статора | Запрессовка подшипниковых щитов, установка статора |
| Цех по сборке ротора | Установка ротора, окраска и отделка |
| Цех по сборке оконечных щитов | Монтаж и окраска оконечных щитов |
Такая организационная форма позволяет более эффективно использовать пространство, ресурсы и рабочую силу. Кроме того, в случае необходимости можно быстрее реагировать на возможные проблемы в процессе сборки, так как подразделения специализируются на определенных операциях.
Основные определения
При общей сборке электрических машин, на которой происходят основные операции сборки и испытания, используется специальное оборудование. В основных работах по сборке общее содержание рабочего места представляет собой сборку электрической машины. В процессе сборочного цеха могут вводиться следующие операции: окраска станины, запрессовка мест крышки, вальцовка, зазоры, измерение размеров статора и ротора, испытания изделий.
Сборочные работы
Сборочная операция состоит из следующих этапов:
| Этап | Описание |
| Сборка статора | Производится на специальном вентиляционном столе или на конвейерах в воздушном приспособлении. Одновременно с сборкой статора проводятся операции по установке лабиринтных щупов, которые позволяют закрыть место ввода вала и запрессовка щитов. |
| Сборка ротора | Выполняется на специальном столе для сборки ротора. Сначала производится запрессовка места вентилятора, далее измеряется и закрывается зазор между вентилятором и ротором. Затем устанавливается ротор на гетеродинное устройство, где осуществляется его измерение и закрывается зазор. |
| Сборка щитов | Производится на специальном столе для сборки щитов. Щитами измеряются размеры изделий, после чего осуществляется окраска. Затем щиты ввертываются и запрессовываются на местах крышки. |
Операции сборки и испытания
Организационные работы по сборке электрических машин в серийном производстве зависят от величины выпускаемых изделий. В производствах, выпускающих один вид электрической машины, основные операции сборки и испытания проводят на поточной основе. Основные операции, которые вводятся в процессе сборки:
- Сборка статора и ротора
- Измерение размеров
- Закрытие зазоров
- Запрессовка щитов
- Испытания изделий
Расчета статора и мест установки щупов проводятся в зависимости от размеров и конструкции электрической машины.
Испытания
Испытания изделий проводятся на специально оборудованных испытательных стендах. Одним из основных видов испытаний является измерение параметров работы статора и ротора машины. Определение работы статора и ротора производится при включенных обмотках, а также при отсутствии воздушного зазора.
В процессе общей сборки электрических машин играют важную роль основные определения, которые позволяют проводить операции сборки и испытания точно и эффективно. Тщательное выполнение операций и правильное использование оборудования способствуют качественному производству и функционированию электрических машин.
Сборка электрических машин
Технологические операции
Одной из ключевых технологических операций в сборке электрических машин является сборка статора. Статор состоит из лабиринтных каналов, подшипников и других компонентов. При сборке статора необходимо обеспечить точность притирки и измерения размеров.
Другой важной операцией в процессе сборки является установка ротора. Ротор выполняет роль анкера и состоит из проводников, обмоток и других деталей. Установка ротора проводится с помощью специального приспособления 18-1. Эта операция также включает измерение величины рабочего тока и интерференционных линий.
В процессе сборки электрических машин также вводятся станина, рабочий и организационные линии. Это позволяет выполнить сборку по поточной технологии, а также обеспечить легкость доступа к необходимым операциям.
Испытания и отделка
После сборки машина подвергается испытаниям для проверки работоспособности. Испытания включают измерение величины рабочего тока, температуры, а также других параметров. Это позволяет обнаружить и устранить возможные неисправности.
После испытаний происходит финальная отделка машины, включающая установку щитов, отделку корпуса и другие процессы. Это обеспечивает эстетическое и функциональное завершение сборки машины.
| Примерные этапы сборки электрических машин |
|---|
| Сборка статора |
| Установка ротора |
| Ввод станины и линий |
| Испытания |
| Отделка |
Все эти операции выполняются с использованием специализированного оборудования на конвейерах и в цехах сборки электрических машин. Технологическое обеспечение и правильная организация рабочего места позволяют выполнить сборку электрической машины качественно и эффективно.
Поточная сборка
Технология поточной сборки предполагает организацию сборки машинных узлов и основных деталей электрической машины на общей станине. Определения мест для размещения сборочных операций, использование специальных инструментов и приспособлений позволяют рационализировать процесс сборки и повысить его эффективность.
В процессе поточной сборки осуществляются такие операции как измерение, притирки, запрессовка подшипниковых щитов, окраска станины и другие операции связанные с отделкой и сборкой машинных узлов.
Организационные формы производствах могут изменяться: от простейшей ленточной линии до сложных лабиринтных конвейеров.
Величина конвейера зависит от количества и сложности операций сборки, а также от производительности цеха.
Основные этапы поточной сборки электрической машины:
| Этап сборки | Операции |
|---|---|
| Сборка статора | Установка обмоток, проверка развертки статора, запрессовка подшипниковых щитов |
| Сборка ротора | Окраска ротора, измерение зазора между ротором и статором, установка подшипников и дисков |
| Испытания | Проверка работоспособности и характеристик электрической машины |
| Отделка и сборка | Закрытое притирки, установка щитом, измерение и регулировка зазора, окончательная сборка и контроль качества |
Отделка машин после испытания
После завершения испытаний основных компонентов и подсборок машины происходит их согласование и подготовка к сборке и отделке. В данном разделе рассмотрим процесс отделки машин после испытания.
Определение зазоров и притирка подшипниковых узлов
Одной из важных операций, которая выполняется в процессе отделки машин, является определение зазоров в подшипниковых узлах. Для этого применяются специальные приспособления и инструменты. Зазор между валом и подшипником должен быть определен в соответствии с расчетами и требованиями, применяемыми в процессе сборки электродвигателей. Регулировка зазора осуществляется через притирки подшипника к валу с помощью абразивных материалов.
Запрессовка и закрытое организационные мероприятия
После определения зазоров и процедур притирки подшипниковых узлов осуществляется их запрессовка. Эта операция выполняется с помощью специальных приспособлений и инструментов. Запрессовка подшипниковых узлов обеспечивает надежное и прочное соединение между валом и подшипником, что необходимо для правильной работы машины.
В данном разделе также рассматриваются закрытые организационные мероприятия, связанные с отделкой машин. Это включает в себя проверку и использование специальных материалов, применение необходимых приспособлений и инструментов, а также контроль времени выполнения операций отделки.
Покрытие машин и финальная отделка
После проведения операций по определению зазоров и запрессовке подшипниковых узлов машина проходит покрытие и финальную отделку. Для этого применяются специальные материалы, покрывающие поверхность машины и обеспечивающие ее защиту от воздушного или гидравлических воздействий.
Финальная отделка включает в себя проверку основных параметров машины, таких как рабочий ток, измерение зазора, наличие специальных приспособлений и нанесение щита на машину. Также проводятся операции по закрытию места работы ротора и статора машины, установке лабиринтных прокладок и крышек.
В результате общая сборка электрических машин проходит через ряд этапов, начиная от расчета и измерения до определения зазоров и отделки. Данные операции проводятся в специальных цехах производства машин и требуют применение специальных приспособлений и инструментов. Каждая изделие проходит годовой процесс сборки и отделки, что позволяет обеспечить надежность и качество окончательного изделия.
Измерение воздушного зазора
В процессе сборки машин электрический двигатель станины собирается вручную. Сборка происходит на специальных сборочных линиях.
Время, затрачиваемое на сборку одной единицы изделия, определение основного содержания технологии и организационные моменты производства сборки машин электрических статором напротив станины.
Измерение воздушного зазора осуществляется при закрытом слое лабиринтных крышки, закрытое приспособление подшипниковых узлов (можно применять вручную или на подшипниках). Величина воздушного зазора между ротором и статором определяется с помощью специального приспособления.
Изделия проходят также испытание на воздушный зазор в закрытом состоянии при изделии щитом.
Измерение воздушного зазора осуществляется с использованием линейной шкалы. Для измерения воздушного зазора под шкалу забивают универсальное приспособление (указатель), которое изготавливается из материала с высоким теплопроводным качеством.
В процессе сборки машин электрические щиты окрашиваются и отделываются. Одновременно с окраской и отделкой производится определение воздушного зазора.
Организационные основные операции
Организационные основные операции, проводимые в процессе измерения воздушного зазора, включают:
- Расчет величины воздушного зазора;
- Ввод в расчеты щитов и электрической щитомест;
- Применение подшипниковых щитомест на одной станину;
- Установка основной места подшипника;
- Определение воздушного зазора.
При сборке машин электрические станки нуждаются в постоянном измерении воздушного зазора. Это гарантирует правильную работу изделия и его долговечность.
Видео:
Ремонт ванной все этапы. Подготовка стен, коммуникации, укладка плитки, затирка и т.д.
Ремонт ванной все этапы. Подготовка стен, коммуникации, укладка плитки, затирка и т.д. автор: Ремонт квартир Омск 212 589 переглядів 3 місяці тому 58 хвилин